[VIP第1年] 指数:3
[VIP第1年] 指数:3
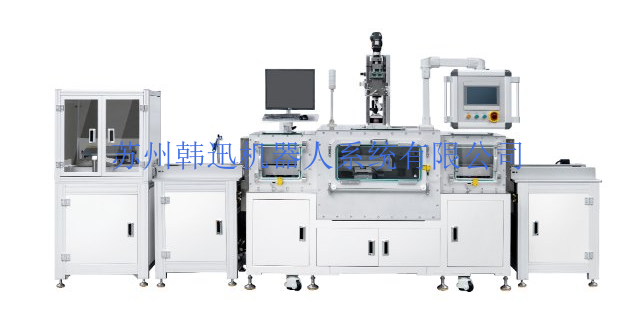
真空备料系统是工业自动化生产中的关键设备,通过负压原理实现物料的高效输送与存储。其中工作流程包括为:1. 真空产生单元通过真空泵或真空发生器建立负压环境;2. 物料在压差作用下通过输送管道进入储料罐;3. 控制系统实时监测物料状态,自动完成上料、卸料等操作。该系统具有清洁高效、能耗低、占地小等特点,广泛应用于食品医药、化工、电子等行业。其独特的密闭设计有效避免物料污染,特别适合处理易氧化、易燃易爆的特殊物料。真空备料系统推动工业自动化与智能化的发展,提供有力支持。浙江非标定制真空备料系统原理

真空备料站是现代制造业中的一项重要设备,以其高效、纯净的备料环境受到青睐。它能够在封闭的真空环境中进行物料备制,有效避免了外界杂质的侵入,确保物料的高纯度和品质。真空备料站不仅拥有精确的计量系统,能准确控制物料配比,还拥有高效的搅拌和混合装置,保证物料均匀性。此外,其操作界面直观友好,操作简便,极大地提升了工作效率。真空备料站以其出色的性能和稳定性,在电子、医药、化工等领域发挥着至关重要的作用,是现代制造业中不可或缺的设备之一。广东购买真空备料系统推荐厂家真空备料系统主要应用于化工、食品、医药等行业的原料准备环节。

真空备料系统是现代工业生产中不可或缺的一环。该系统通过精密的真空技术,确保在备料过程中原料的纯净度和质量,从而满足了高标准的生产需求。在真空环境下,原料得以高效、无污染地进行转移、混合和存储,有效避免了外界杂质的侵入。此外,真空备料系统自动化程度高,能够大幅提高生产效率,降低人力成本。在医药、食品、电子等行业中,真空备料系统以其性能和稳定性,赢得了赞誉。随着科技的不断进步,真空备料系统将继续优化升级,为工业生产注入新的活力。
真空备料系统,作为现代工业自动化领域的重要创新,以其独特的真空抽取与物料输送技术,在制药、食品加工、化工等多个行业中展现出良好效能。该系统利用负压原理,将粉末、颗粒、小块等物料从储料容器中安全、快速地抽取,并通过密闭管道直接输送至目标设备,有效避免了物料在传输过程中的污染与泄漏,确保了生产环境的清洁与产品品质的纯净。其智能化控制系统,可根据生产需求自动调节物料输送的速度与量,实现了生产流程的高效与灵活。真空备料系统不仅大幅提升了生产效率,降低了人力成本,还推动了工业自动化与智能化的发展,是现代工业生产中不可或缺的关键设备,为企业的可持续发展提供了有力支持。真空备料系统利用真空吸附技术,实现对物料的精确抓取与传送。

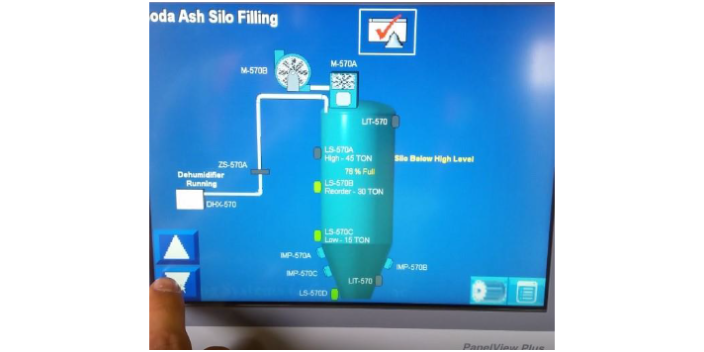
真空备料系统是现代工业生产中的关键设备,它利用真空技术为生产流程提供清洁、无尘的原料处理环境。该系统通过精确控制真空度,有效防止了原料在传输、混合和储存过程中受到外界污染,从而确保了产品质量的稳定性和可靠性。真空备料系统具有自动化程度高、操作简便等优点,提高了生产效率和安全性。在医药、食品、化工等领域,真空备料系统已成为提升产品质量和竞争力的重要工具。通过不断的技术创新和优化,真空备料系统正不断满足现代工业生产对高效、清洁生产环境的需求。真空备料系统能够实现多种物料的精确计量和自动配比。深圳工业化的真空备料系统设计
真空备料系统自动化程度高,可与其他生产设备实现联动控制,提升整体生产的智能化水平。浙江非标定制真空备料系统原理
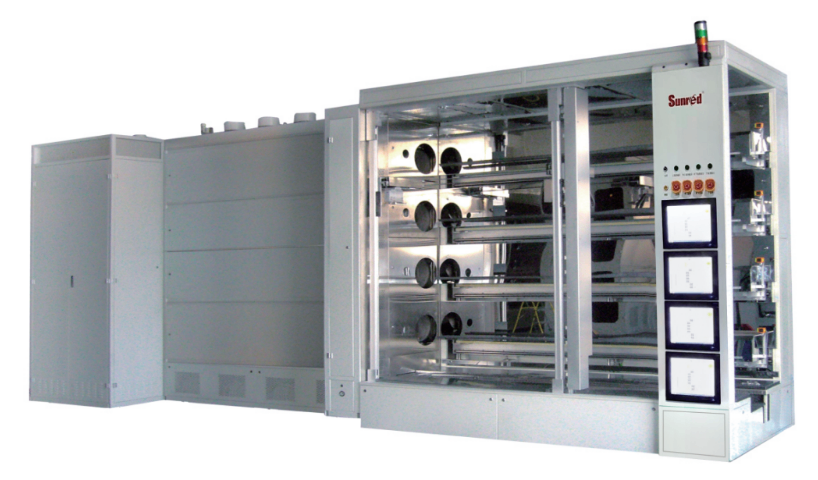
韩迅模块化真空备料系统支持个性化定制,满足不同产能与工况需求:1. 可选配罗茨泵、旋片泵等多种真空源;2. 输送管道采用快拆式设计,支持多种物料切换;3. 智能控制系统预留 API 接口,可与 MES 系统无缝对接。在电子行业,其微型真空单元成功应用于芯片封装车间,实现微米级粉料精细输送。公司提供三维建模与模拟调试服务,确保方案与客户产线 100% 适配。
针对生物医药行业的特殊需求,韩迅推出无菌真空备料解决方案:1. 采用 316L 不锈钢材质与 0.22μm 除菌过滤系统,确保物料零污染;2. 集成 SIP/CIP 在线清洗功能,符合 FDA 21 CFR Part 11 规范;3. 智能配液模块实现 ±0.5% 高精度配比。某单抗药物生产企业应用后,物料浪费率从 3.2% 降至 0.7%,生产效率提升 40%。该系统已通过欧盟 CE 认证,适用于高活***物、疫苗等特殊物料的安全输送。
浙江非标定制真空备料系统原理
文章来源地址: http://jxjxysb.huanbaojgsb.chanpin818.com/qtxyzysb/deta_29224385.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。