[VIP第1年] 指数:3
[VIP第1年] 指数:3
全自动液体包装机的未来发展趋势。随着科技的不断发展,全自动液体包装机也在逐步实现更加智能化、高效化的功能。未来,全自动液体包装机的发展趋势主要包括以下几个方面:更加智能化:未来的全自动液体包装机将更加智能化,能够实现更加复杂的操作和控制功能,提高生产效率和产品质量。更加高效化:未来的全自动液体包装机将采用更加先进的灌装技术和封口工艺,提高设备的生产效率和速度,满足市场的需求。同时,液体包装机还通过自动化的控制和反馈系统,能够即时监测和调整生产过程中的参数,提高生产线的稳定性和可靠性。液体包装机在集成化方面也有所进展,能够与其他液体包装机无缝对接。武汉给袋式液体包装机

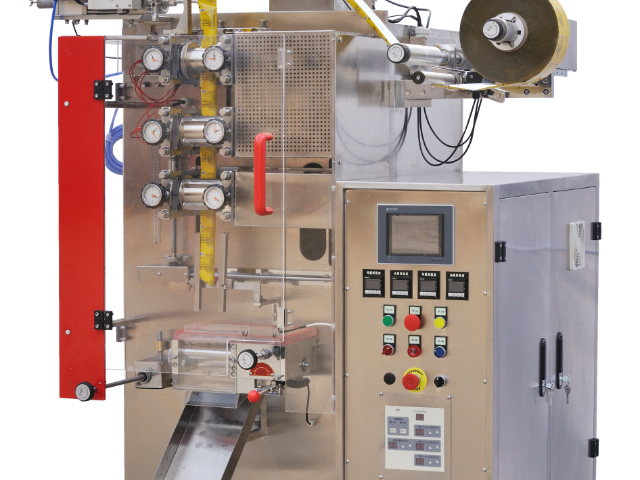
自动液体包装机的功能及优势。自动液体包装机的概述。自动液体包装机是一种集液位测量、计量、纵封、横封、分切、计数等多项功能于一体的自动化设备。它能适用于各种液体包装,如:饮料、果汁、牛奶、酱油、醋、洗衣液、化妆品等。自动液体包装机的使用可以较大程度上提高生产效率,达到加强自动化包装生产线、降低劳动强度的目的。自动液体包装机具有计量准确,自动化程度高,包装效果好,操作简便等优势,能够普遍应用于饮料、果汁、牛奶、酱油、醋、洗衣液、化妆品等各种液体包装行业。云南昆明牛奶液体包装机定制为提高用户体验,液体包装机界面设计现代易用,便于操作者操作。

全自动液体灌装机的几大行业用途:全自动液体灌装机食品行业用途,全自动液体灌装机在食品行业领域的用途十分普遍,例如,食品行业中的饮品:牛奶、豆浆、饮料、果汁等都可以用灌装机进行生产包装;还有休闲食品:果冻、龟苓膏、薯片等都可以使用灌装机进行灌装;调味品如:番茄酱、芝麻酱、花生酱、豆瓣酱、沙拉酱、黄豆酱、火锅底料酱料、烧烤料等。在食品行业,只要形态为液体的产品,均可用全自动液体灌装机进行包装。2、全自动液体灌装机医疗行业用途,全自动液体灌装机在医疗行业的用途也十分巨大,比如说核算试剂、静脉输液等医疗产品,都可以用全自动液体灌装机进行包装。
提升包装质量:该机器采用了先进的封口技术,确保封口的稳定性和美观性,防止液体泄漏。同时,其精确的计量系统能够保证每个包装袋中的液体量准确一致,提高了产品的整体质量。环保节能:异形袋液体包装机在设计时考虑了节能和环保因素,采用了节能技术和环保材料,有助于降低能源消耗和减少废弃物产生,符合当前绿色生产的趋势。提升品牌形象:通过异形袋液体包装机制作的精美包装袋,能够提升产品的品牌形象和附加值,增强消费者对产品的信任度和购买欲望。在食品行业,液体包装机用于各种饮料的生产,保障安全卫生。

液体包装机不仅提高了生产效率,保证了产品质量,而且还顺应了食品、化工等行业对生产安全、环保和标准化的严格要求,是现代化生产线中不可或缺的重要组成部分。液体包装机作为现代化生产线上的重要设备之一,为企业提供了高效、稳定的液体产品包装解决方案,提升了生产效率,保障了产品质量。液体包装机具备多种功能和特点,能够适应不同液体产品的包装需求。无论是饮料、调味品、清洁剂还是化妆品等领域的液体产品,液体包装机都能够根据产品特性和包装要求进行灵活的调整和应用。它可以实现自动化、高速度的包装操作,较大程度上提高了生产效率和产能。在化妆品行业,液体包装机用于香水、液体粉底等产品的封装。云南昆明牛奶液体包装机定制
高速液体包装机可以有效提升生产能力,适合大规模生产的企业使用。武汉给袋式液体包装机
全自动液体包装机的特点与优势。全自动液体包装机是一种高度自动化的包装设备,它可以按照预设程序自动完成灌装、封口、打印标签等操作,具有高效、准确、稳定、可靠等优点。具体来说,全自动液体包装机的主要特点包括:高效性:全自动液体包装机采用先进的灌装技术和封口工艺,能够快速、准确地完成包装过程,提高了生产效率。准确性:全自动液体包装机采用传感器和控制系统,能够精确控制灌装量和封口时间,保证了包装的准确性。稳定性:全自动液体包装机采用品质的材料和零部件,经过严格的测试和检验,具有稳定可靠的性能。可靠性:全自动液体包装机采用智能化控制系统,能够实现故障自诊断和远程监控等功能,保证了设备的可靠运行。武汉给袋式液体包装机
文章来源地址: http://jxjxysb.huanbaojgsb.chanpin818.com/bzcxj/spypbzj/deta_27517305.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。